
























































鑫海矿装针对难处理金矿石选矿技术的试验研究
2018-03-10 来源:鑫海矿装 (11957次浏览)
随着金矿的大规模开采,易处理金矿资源越来越少,难处理金矿石已经成为黄金产业的主要资源。“难处理”一般是指矿石所具有的难选、难冶特性,即采用常规或单一的选冶方法难以达到有效提取的目的,需要采用几种选冶方法联合。难处理金矿石须先进行预处理,预处理方法有焙烧氧化法、热压氧化法、细菌氧化法、化学氧化法等。原矿预处理作业采用化学氧化法,即提前将载金矿物分解,使金充分裸露出来,将有害物质分解去除或改变性质,消除其对浸金过程的不利影响。
近年来,鑫海矿装承接了各类金矿难选矿项目。今天小编精心挑选了三个难选金矿的技术指标试验案例,供大家学习和参考。
甘肃某含砷、含锑金矿选厂项目
该项目是鑫海矿装2013年承接的选厂整体服务项目。选矿研究测试中心经过试验分析,得出该项目原矿样主要元素分布:

选矿研究测试中心分别尝试了常规的氰化试验、氧化预处理—氰化试验、焙烧—氰化试验,得出了不同的结论。
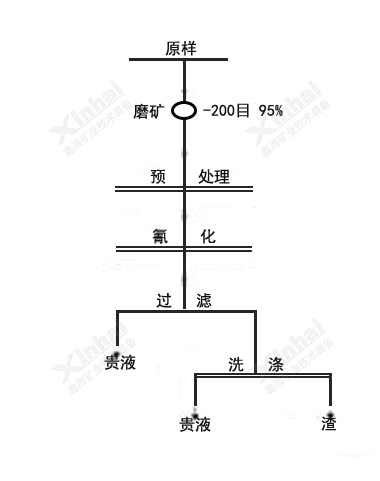
氧化预处理氰化试验原则流程
通过常规的氰化试验分析,结果显示金的浸出率只有18.30~23.53%,可见该金矿不仅含砷、锑,而且嵌布粒度很细,属于极难处理的金矿。常规的氰化试验结果如下:

预处理-氰化试验结果可以看出,结果显示金浸出率提高到63.64-81.18%。可见预处理作业消除了砷、锑对金浸出行为的影响,达到了提高金浸出率的目的。预处理-氰化试验结果如下:
从焙烧—氰化试验结果可以看出,预处理作业采用焙烧法和化学氧化法,得到金的浸出率相差大,Z1原矿金浸出率为77.46%,Z1尾矿金浸出率达到65.91%,B1尾矿金浸出率达到82.35%。焙烧-氰化试验结果如下:

综上所述,该矿采用预处理-氰化法和焙烧-氰化法获得的金浸出率较高,焙烧工艺复杂,成本较高,故采用预处理-氰化法进行回收。预处理作业加入的氧化剂为无毒、无味的常规普通试验,不会造成环境污染。
青海某高含泥、含砷碳微细浸染型金矿项目
该项目是鑫海矿装2014年承接的选厂服务项目,为高含泥、含砷碳微细浸染型金矿。矿石中砷、碳及易泥化矿物(绿泥石、黏土、蒙脱石、绢云母)含量较高,硫含量较低,属于典型的难处理金矿石。针对该矿复杂的矿石性质,鑫海矿装开展了提金工艺的探索试验。
矿石中有用元素主要为金,银可以作为计价元素考虑综合回收,其他组分不具有回收价值。矿石中可见金主要为自然金,粒度以细粒为主,其次为微细粒,嵌布类型以包裹金和裸露金为主。此类矿石适宜采用先浮选硫化矿物,以回收包裹在毒砂及其他硫化矿物中的金,浮选尾矿进行再磨,通过浸出回收嵌布在脉石矿物中的金。据此,鑫海矿装确定采用浮选-浸出联合工艺处理该矿石。
通过先浮选载金硫化矿物,能回收矿石中大部分的金矿物,粗选金回收率为62.64%,但尾矿中金品位仍较高。这是由于矿石中另一部分金主要嵌布在脉石矿物中,且粒度很细,通过强化磨矿后的常规浮选难以取得较理想的指标。鉴于此,我们后续进行了浮选尾矿再磨浸出试验,以解决浮选作业金回收率不足、尾矿“跑高”的问题,尽可能提高矿石的回收指标。
浮选尾矿中金主要为脉石矿物中金,且粒度很细,其再磨细度控制在-74μm占80%以上,所用提金剂为环保提金剂和氰化钠。浮选尾矿直接浸出试验结果见下表。

由上表可知,使用氰化钠时金浸出率随磨矿细度的增大先增加后降低,使用环保提金剂时金浸出率随磨矿细度的增加而提高。考虑到磨矿成本,确定适宜的磨矿细度为-74μm占92.65%。因为矿石中含有有机碳,使用氰化钠和环保提金剂,金吸附率都较低。因此在浮选尾矿浸出前进行了预先浮碳。
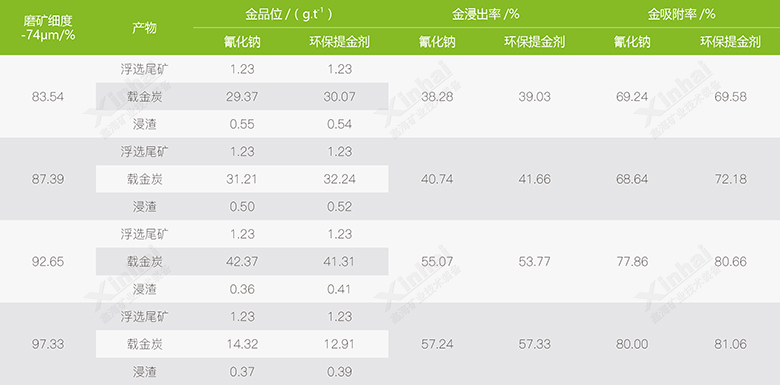
对比直接浸出,不脱碳工艺得到载金炭金品位12g/t,金浸出率20%左右,而预浮脱碳工艺得到的载金炭金品位及金浸出率都远高于不脱碳工艺。
采用浮选-浮选尾矿再磨预浮碳-CIL工艺,获得了较好的试验指标。使用环保提金剂和氰化钠浸出金试验指标相当,可作为剧毒氰化钠的替代药剂,有利于节能环保,减小安全风险。
马来西亚某高砷、高硫微细粒金银矿项目
该项目是鑫海矿装于2015年承接的选厂整体服务项目。矿石为半氧化矿,金、银为主要回收对象,其他元素含量较少,无工业利用价值。金的颗粒较细并且主要分布在矿石细粒级颗粒中,由于该矿中含砷1.82%,对金、银的回收产生不利影响。
对于高砷高硫金矿,目前经常采用焙烧工艺和细菌氧化工艺除砷,两者的工艺复杂成本较高。采用氧化预处理工艺消除了砷硫对金浸出的影响,得到了较好的回收率,具有较大的经济效益和社会效益。
鑫海矿装选矿研究测试中心经过试验分析,矿石多元素分析如下:
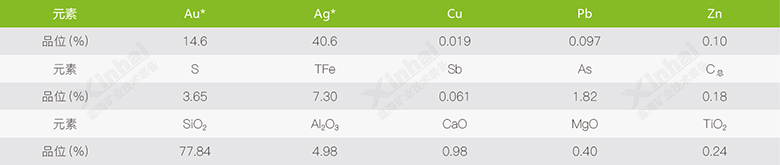
由原矿多元素分析结果可知,该矿的主要回收对象为金、银,其他元素含量较少,无工业利用价值。由于该矿中含As为1.82%,对金、银的回收产生不利影响。
针对该矿石鑫海矿装选矿研究测试中心分别尝试了不同的选矿方案,试验结果如下:

通过以上十种选矿方案的对比,如果浮选金精矿产品销售不成问题,则选用选矿方案IV,即原矿采用“浮选+浮选尾矿氰化流程”。如果浮选金精矿不能做为产品销售,选用选矿方案X,即原矿采用“氧化预处理+氰化流程“。
原矿采用氧化预处理+氰化流程,磨矿细度-325目95%,氧化预处理作业矿浆浓度为30%,氧化剂用量:60kg/t,预处理时间60h,氰化作业矿浆浓度为35%,氰化钠累积用量5kg/t,氰化时间为48h。金的浸出率可达到87.97%,银的浸出率可达到71.03-71.19%。
内容版权归鑫海矿装所有
未经许可不可擅自使用如需转载文章
请联系我们授权
侵权必究!

浮选机作为化学选矿的重要设备之一,在浮选过程中会经常出现槽内泡沫不稳定的现象,不是泡沫过大、过多就是泡沫过少又过小等问题。
随着我国铁矿石需求量的不断增加,我国磁铁矿等较易选别的铁矿石类型储量已经非常小,因此褐铁矿,赤铁矿等较难选别的铁矿石成为了维持我国生产建设的铁矿石需求量的重要的一环。随着科学技术的发展,褐铁矿选矿技术(特别是褐铁矿选矿技术)的正在朝着成熟的方向发展,本文就介绍一下褐铁矿选矿技术。




联系我们




关注我们
-

 官方服务号
官方服务号关注获取更多企业信息
-
 官方订阅号
官方订阅号关注获取更多选矿知识
-

 官方抖音号
官方抖音号抖音关注获取最新动态
-

 官方快手号
官方快手号快手关注获取最新动态


版权所有:山东鑫海矿业技术装备股份有限公司2011-2020 鲁ICP备09086270号-95 法律声明 营业执照信息公示
营业执照信息公示 鲁公网安备 37061102001120号
鲁公网安备 37061102001120号






在线留言
您可以在下面表格填写您的需求信息,我们的技术与销售人员会尽快与您取得联系。为保证能及时处理您的信息,请务必准确填写您的联系电话!